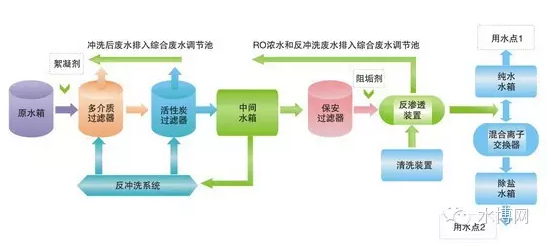
1、玻璃深加工纯水制备工艺
玻璃深加工洗涤用水要求水质为电导率小于8μs/cm的纯水。系统原水采用市政自来水,通过双滤工艺(多介质过滤+活性碳过滤)预处理后,进入反渗透装置,出水可直接用于洗涤,也可以通过后段增加离子交换树脂处理工艺满足更高的用水要求。
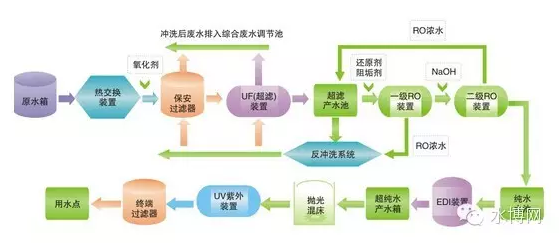
2、镀膜玻璃加工超纯水制备工艺
镀膜线用水要求水质为不良导体,即电阻率大于16 MΩ•cm的纯水。通常采用UF(超滤)装置、二级RO(反渗透)装置、EDI(电去离子)装置、抛光混床等工艺过程制得纯水,末端采用氮封水箱屏蔽纯水与外界空气接触。
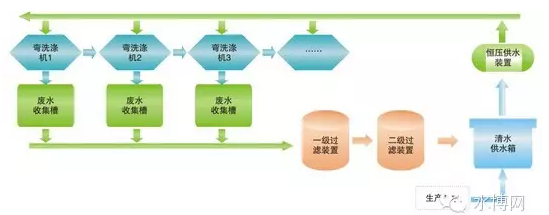
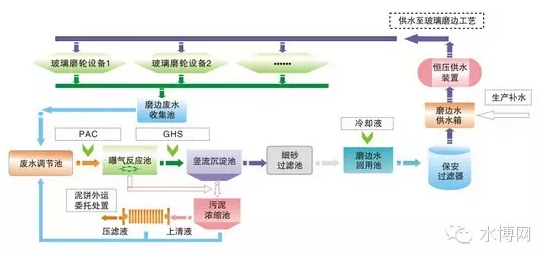
3、弯洗涤机废水在线处理回用工艺
弯洗涤机的逆向漂洗用水通常为纯水,制水成本高,采用在线回收工艺可以实现水资源的回收利用,降低生产成本。通过对弯洗涤机的现场改造,回收工艺主要为物理过滤过程,同时考虑在线运行工况,采用全自动控制以实现恒压供水,并设有温度补偿装置。
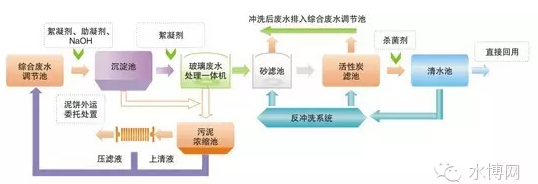
4、玻璃加工综合废水处理回用工艺
玻璃加工综合废水主要来源于磨边及洗涤工段,主要污染物为玻璃粉及清洗剂。采用回水玻璃污水处理一体机,通过沉淀、气浮、过滤等工艺过程可实现一级回用,代替自来水用于磨边及洗涤工段,回用率大于95%,运行费用小于0.5元/吨水。
5、玻璃磨边冷却液处理回用工艺
玻璃加工生产过程中,磨边工艺产生热量导致环境温度升高,会出现玻璃烧伤、磨轮寿命降低、磨边时间过长的现象,加入磨轮冷却液可以预防和减轻以上情况,并能提高磨边效率,但是一次性使用费用较贵。对磨边冷却液废水集中处理,通过竖流沉淀和静压过滤装置处理后,回用系统可以回收98%冷却液,提高磨边效率30%,同时降低使用成本。
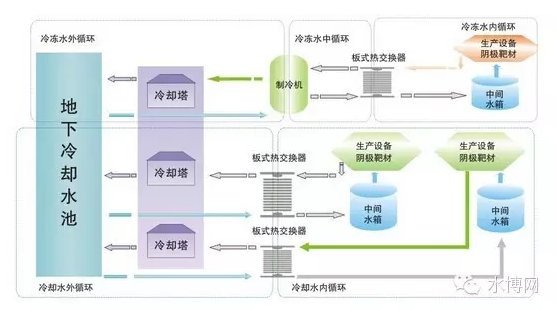
6、镀膜冷冻冷却水系统工艺
镀膜玻璃生产线在生产过程中会产生大量的热量,需要及时冷却以确保设备正常工作。冷却水工艺分冷冻系统和冷却系统。冷冻冷却水系统有三路独立循环,分别为冷却阴极、冷却底板挡板、冷却阴极电源和电源柜等。内循环冷却水(纯水)通过水泵、散热器进行交换,降温后的冷却水供镀膜线使用,外循环冷却水(自来水)通过设置于车间外的冷却塔进行冷却。工艺设计中,对所有水泵均采用定压变频节能控制技术,使系统稳定可靠运行。
给水处理技术

璃加工废水处理及回用技术

磨边冷却液处理回用技术

镀膜冷冻冷却水处理技术

气水能量平衡节能技术