


制药企业的废水污染是化工、发酵工业较为严重的污染源之一。多年来,采用生物发酵的抗生素生产废水一直属于较难治理的高浓度有机废水之一。在我国和全世界范围内,水处理工作者们进行了长期不懈的研究,该废水的处理方法已经取得了长足进步。其中,多级厌氧加好氧工艺具有较好的处理效果和稳定性。
生产过程包括发酵、发酵液有机膜过滤、树脂吸附、有机溶剂溶解和碱化等。废水主要来自发酵废液和树脂再生等过程。废水中含有大量废渣及溶解性高浓度有机物,如不经过处理而排入周围水体,必将造成严重的环境污染。目前要求采用最经济的方法,使排放水质达到国家三级排放标准.
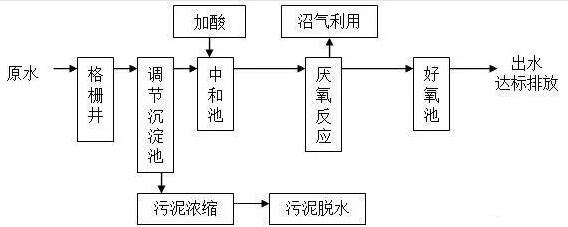
工艺流程
本工艺是针对废水有机物浓度高,悬浮物含量高,温度高,废水呈碱性,有一定的可生化性,含微生物抑制物质。有机物质主要有残留粗脂肪及菌蛋白等。
工艺说明
该工艺中包含预处理(格栅、调节沉淀池和中和池)、多级厌氧处理、及好氧处理工艺、污泥脱水和沼气利用。
-
预处理
格栅截留大块杂物,防止堵塞。井内设提升泵。
调节沉淀池的作用是汇集间歇性、不均匀排放的各种废水并分离废水中的易沉物,以利于连续厌氧反应。水力停留时间按8小时计,即池容占日排放量的1/3。
经过固液分离,悬浮物去除70%,COD去除20%。
-
中和池
降低原水pH使之适合于厌氧反应。拟采用投加盐酸。
-
二级厌氧
对于高浓度有机废水,厌氧处理是最经济的方法。一般认为,厌氧过程包括两个阶段。第一阶段,在不同的厌氧微生物菌群作用下,有机物被水解成有机酸及其它产物,同时,微生物合成新的细胞;第二阶段,在专性厌氧菌-甲烷菌的作用下,将第一阶段的代谢产物转化成CH4和CO2等。
利用原水的温度,采用中温厌氧反应器。
反应器形式采用升流式厌氧污泥床—UASB,大量的厌氧菌群聚结成颗粒状污泥,悬浮于反应器中下部,与原水充分接触。顶部设置三相分离器,实现气、固、液的有效分离。
在本工艺中拟设置厌氧UASB,COD去除率设计为80%,容积负荷8kg/m3.d。
厌氧产生的沼气经过水封、防爆、除硫等设备贮存于沼气柜中。
-
SBR反应池
SBR (Sequencing Batch Reactor),即间歇式活性污泥法处理工艺。此工艺继承了传统曝气工艺具有性能稳定、操作简单等优点;同时具有投资省、占地少、可除磷脱氮、防止污泥膨胀等优势,同时运行灵活。
SBR反应器去除有机物的机理在充氧时与普通活性污泥法相同。不同点是,该反应器在运行时,分为进水、反应、沉淀排水及闲置五个工序,依次在同一反应池中周期性运行,故SBR反应器不需专设二次沉淀池和污泥回流系统,因此可减少占地,降低造价,运行管理简单,系统启动运行及污泥培养及驯化均比较容易。
本工艺采用的SBR反应池的运行周期为12小时,滗水率为30%,内设曝气系统一套,滗水系统一套,排泥系统一套。




